はじめに
実物が欲しいという欲望に負け、3Dプリンター(Foto6.0)を購入しました。
購入したからには、どんどん印刷していくしかありません!
ドールハウスの住人たちに使ってもらう、ミニチュア品を印刷していきます!
無事に印刷できた3Dモデルがある一方で、失敗もあります。
長い印刷時間を終え、ドキドキしながらフタを開けて失敗だと精神的なダメージが大きいです。
このような残念な結果にならないように、失敗要因を整理します。
筆者と同じルートを歩まないような目印になれば嬉しいです。
失敗から学んだノウハウ
- 積層ピッチは0.05mm、印刷時間を短縮したくても、ここだけ変更するのはNG
- スライサーソフトでの3Dモデル傾きは地面と水平NG、印刷面がペロリの要因
印刷ノウハウ
- 2K性能(Foto6.0)、ミニチュアパン切り包丁の凹凸を表現可能印刷可能
これ以上、細かい表現がしたくなると高解像度の3Dプリンターが欲しくなります。
しかし、モデリングスキルが高解像度に追いつかないので、Foto6.0に大活躍してもらいます。
光造形3Dプリンターでの印刷(その1)
印刷した3Dモデル
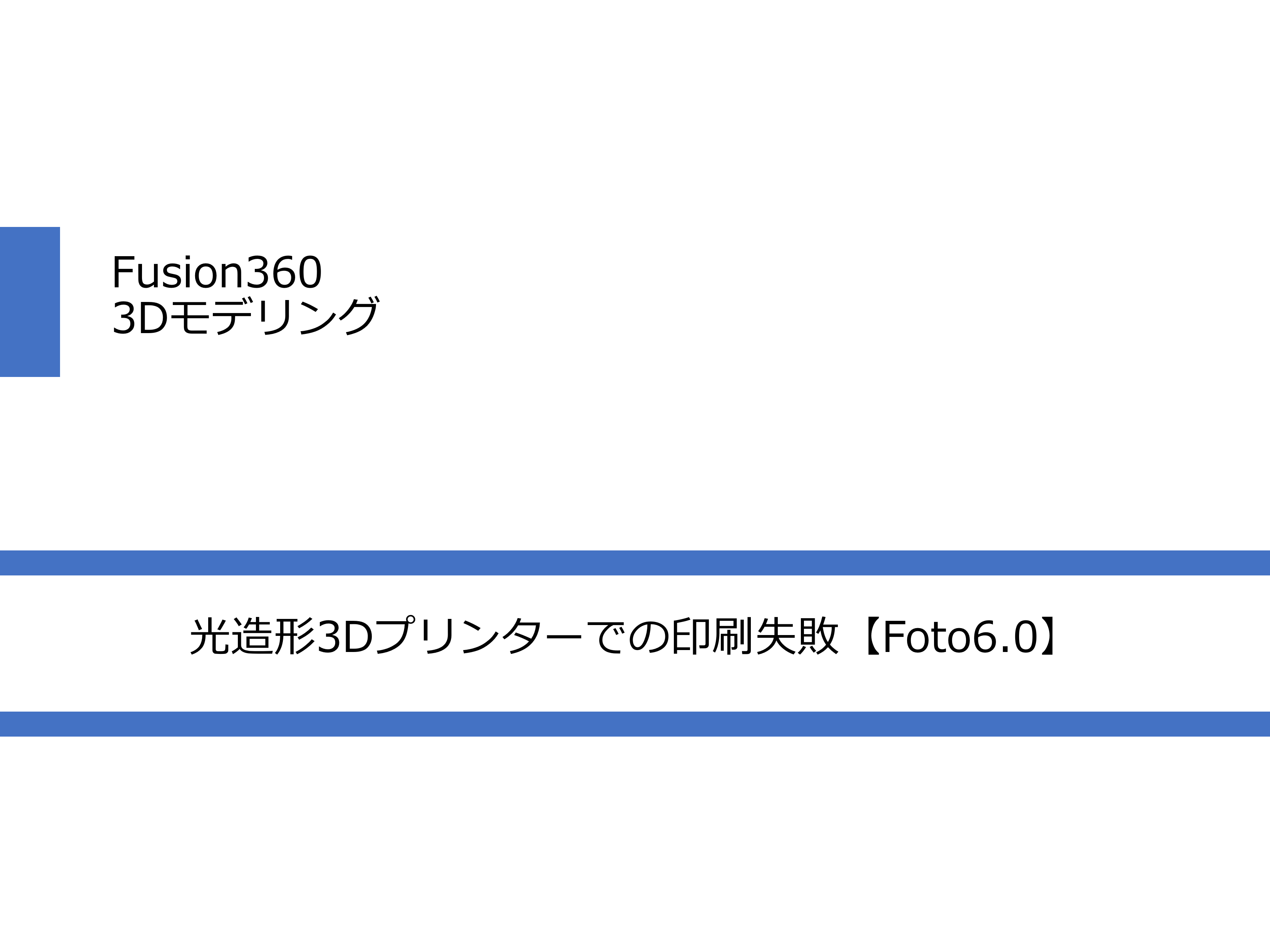
- 丸イス(支柱5本)
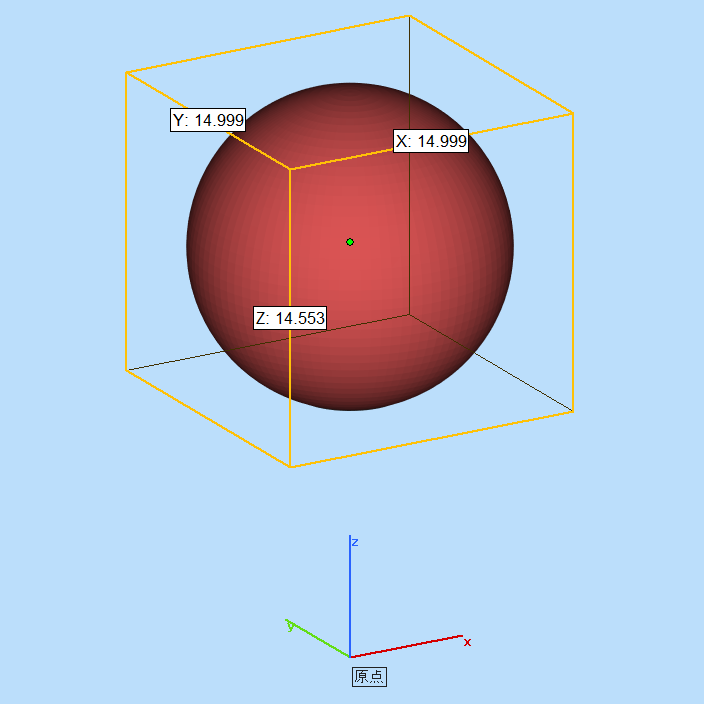
- 杖先端
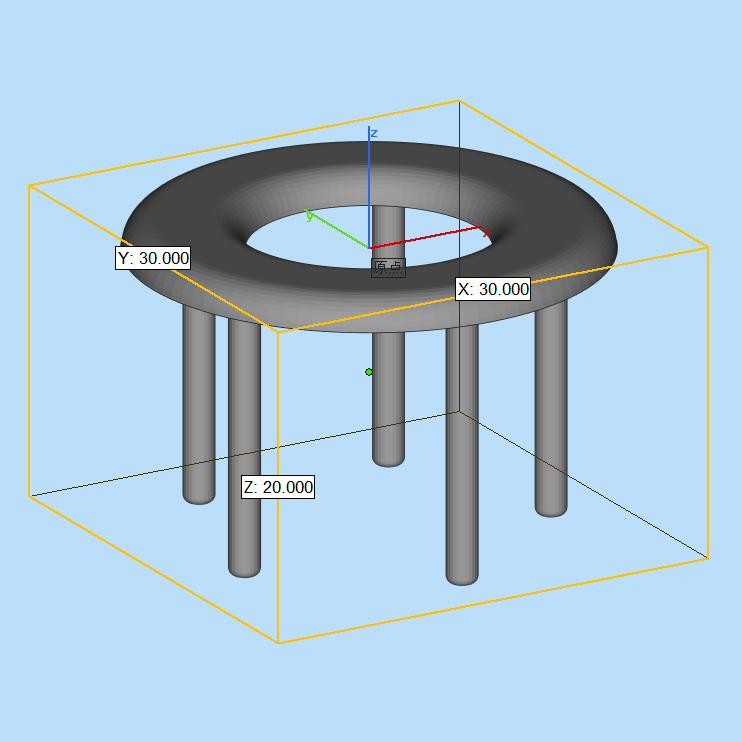
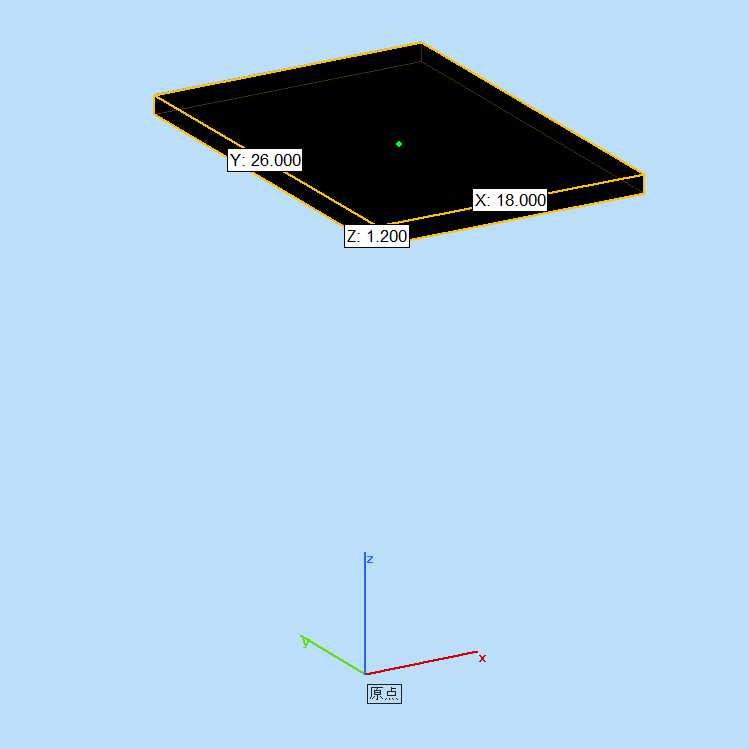
- カラーボックス(棚本体と仕切り板)
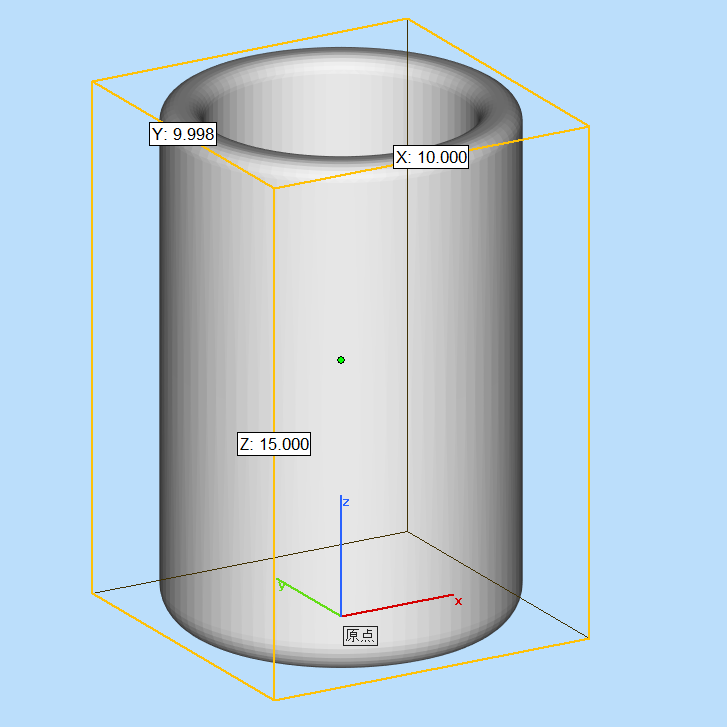
- コップ
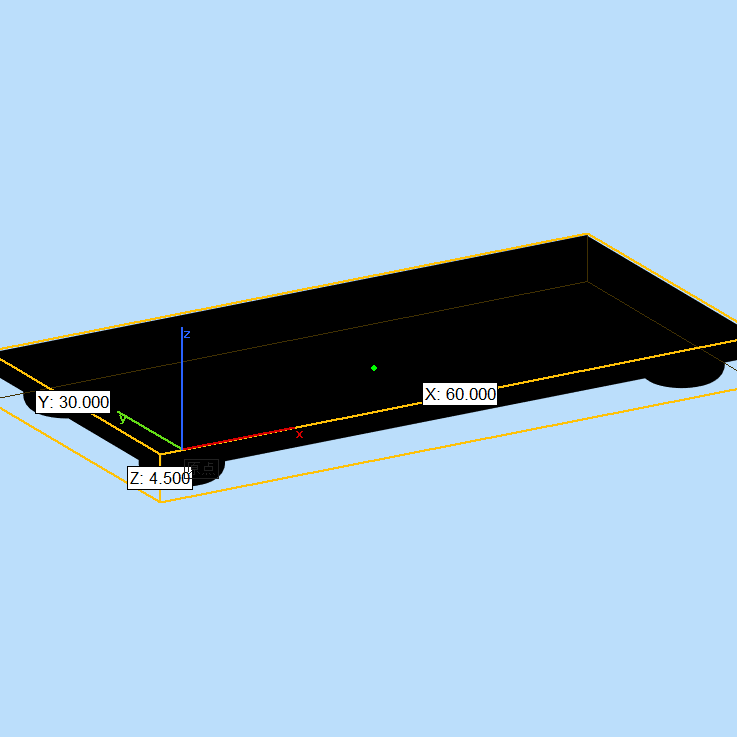
- テーブル天板
設定条件
①つくった3DモデルをSTL形式にして保存します。
ファイル→3Dプリントの順でクリックして、印刷したいモデルを選択します。
②STL形式に変換した3Dモデルを「FlashDLPrint」で読み込みます。
③サポートは自動設定
④印刷パラメータは初期値
印刷時間を短縮したかったので、積層ピッチを「0.05mm→0.1mm」
積層ピッチを倍にすると印刷面を犠牲にすることで、印刷時間を半分にすることができます。
そんな細かく積層しなくても、見た目にそこまでこだわりがないから、いけるっしょ!という考え方。
このときは、大失敗するというなんて想定していませんでした。
3Dプリンター本体に表示されている印刷時間は1h13min
完成品でドールハウスの部屋が充実するという夢を描きながら、完成を待ちます。
印刷終了
1h13minの印刷を終えて、カバーオープン!
えっ、棚用の仕切板しか残っていない?
ギリギリ全滅は免れているけれど、軽い球体(杖の先端)も印刷失敗しているの?
脱落した印刷物がレジントレーの中にあります。
本来、水洗いレジン(液体)だけが、入っているはずです。
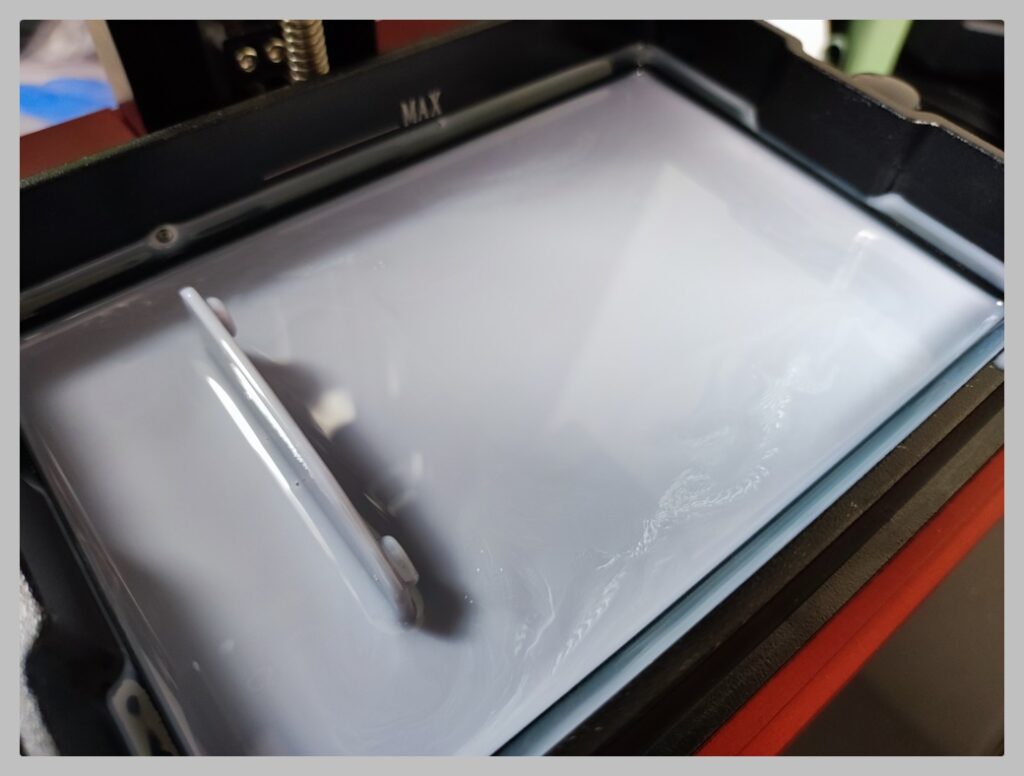
なんで、そこに印刷物があるの?
水洗いレジンの一部を戻し、洗浄すると、FEPフィルムにくっついた印刷物たちが登場
失敗要因の仮説、次への展開
原因を探り、同じような失敗を繰り返したくない。
インターネットで調べていきます。
3Dプリンターの印刷原理を理解することが、失敗を回避する第一歩だと学習しました。
ということで、
今回、印刷時に変更した内容を戻し、サポートを強くすることで脱落防止を狙います。
えっ、早く印刷物ほしくない?
積層面とか気にしちゃう?
0.1mmだったら、印刷時間半分だよ?
失敗を誘う悪魔の声に耳を傾けずに、今回変更した印刷パラメータを戻しましょう。
積層ピッチ:0.1mm→0.05mm:印刷時間が倍になりますが、ガマンです。
Z軸方向の高さを削る(3Dモデルを寝かせる)ことで、印刷時間短縮を狙えそうです。
しかし、これもパラメータ調整が必要で、職人技になりそうです。
体積に対するサポートの数
| 成功/失敗 | ミニチュア | 体積 | サポート数 | 体積/サポート数 |
|---|---|---|---|---|
| 失敗 | コップ | 0.548 | 5 | 0.11 |
| 失敗 | 杖先端(球) | 1.622 | 9 | 0.19 |
| 失敗 | 丸イス(5本支柱) | 1.23 | 31 | 0.04 |
| 失敗 | 棚 | 7.14 | 41+81 | 0.06 |
| 成功 | 棚(仕切板) | 0.57 | 7 | 0.09 |
| 失敗 | 机天板 | 3.80 | 15 | 0.25 |
単純な「体積÷サポート数」が成功可否を左右したわけではなさそう。
サポートがめちゃくちゃ付いている棚や丸イス(5本支柱)が印刷失敗しています。
積層ピッチを「0.1mm」にしたことが要因?
サポートに十分な強度が出るような硬化時間が少なかったということ?0.05mm時の半分。
「フィルムを剥がれる力」vs「サポートが本体とつながっている力」
この綱引きで負けたから、脱落しているのではないかと考えます。
サポートの強度を高めることが、脱落リスクを下げる手段でしょうか。
※サポートを強くすると、印刷後のポツポツが目立つようになるので、工夫が必要です。
今回の印刷から得た知見
印刷できたのは、ミニチュアカラーボックス用の仕切板2枚のみ
えっ、早く印刷物ほしくない?
積層面とか気にしちゃう?
0.1mmだったら、印刷時間半分だよ?
悪魔の声に耳を傾けずに、適切なパラメータ設定が必要です。
積層ピッチは0.05mmに戻します。
光造形3Dプリンターでの印刷(その2)
印刷した3Dモデル
- 丸イス(支柱5本)
- 杖先端
- コップ
- ミニチュア刀
- ミニナイフ4本
設定条件
①~③は前回と同じ条件
①つくった3DモデルをSTL形式にして保存します。
ファイル→3Dプリントの順でクリックして、印刷したいモデルを選択します。
②STL形式に変換した3Dモデルを「FlashDLPrint」で読み込みます。
③サポートは自動設定
④印刷パラメータは初期値
前回の失敗を踏まえて、積層ピッチは「0.1mm→0.05mm」です。
印刷終了
2h25minの印刷を終えて、カバーオープン!
プラットフォームから取り外し、洗浄します。
ちゃんと造形できたものがあり、一安心です。
印刷以外の工程で、失敗したくないので、丁寧な作業を心がけます。
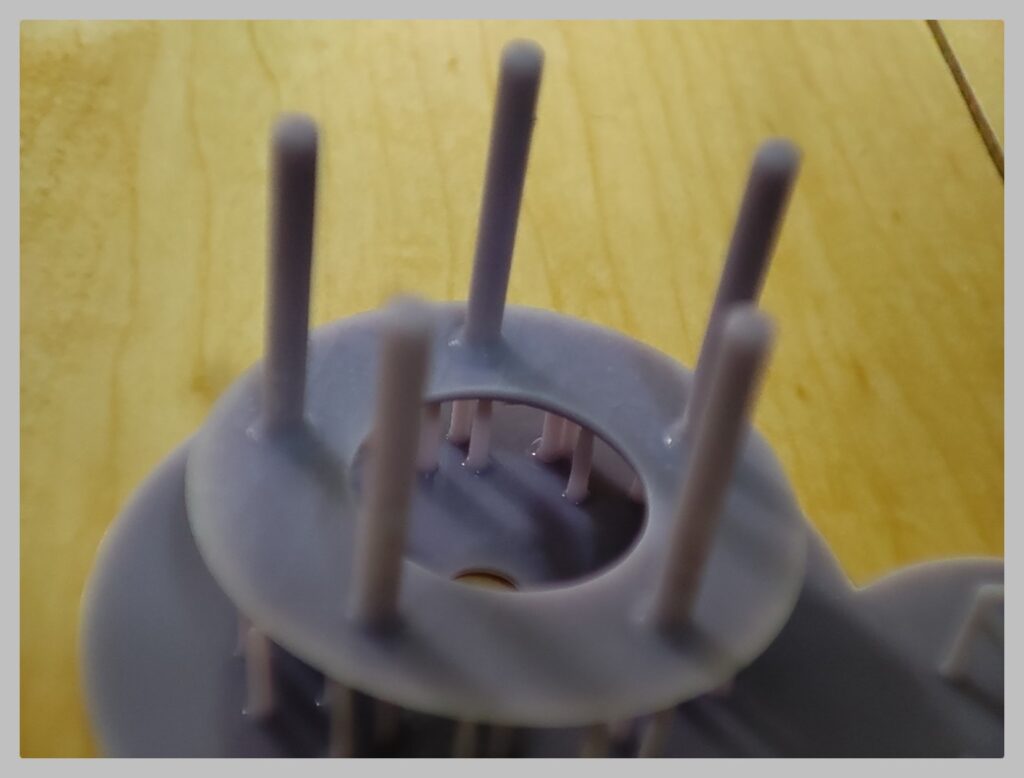
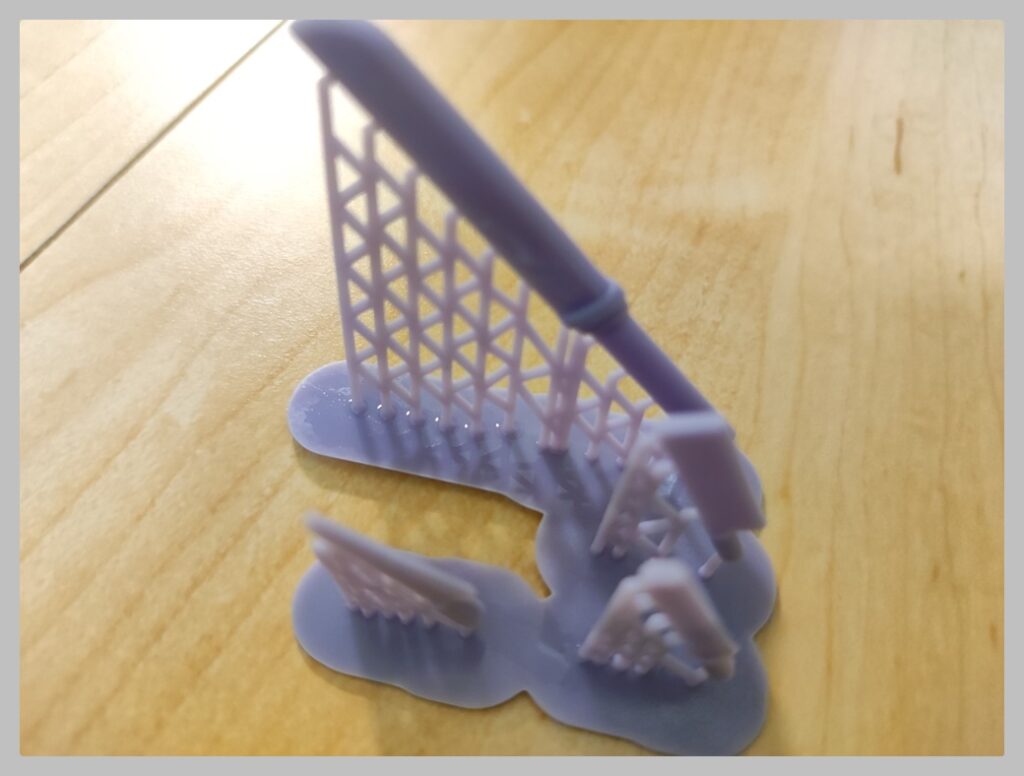
洗浄と2次硬化が終了し、サポートを外す前に写真撮影。
丸イス(支柱5本)
ミニチュア刀
ミニチュアナイフ
失敗要因の仮説、次への展開
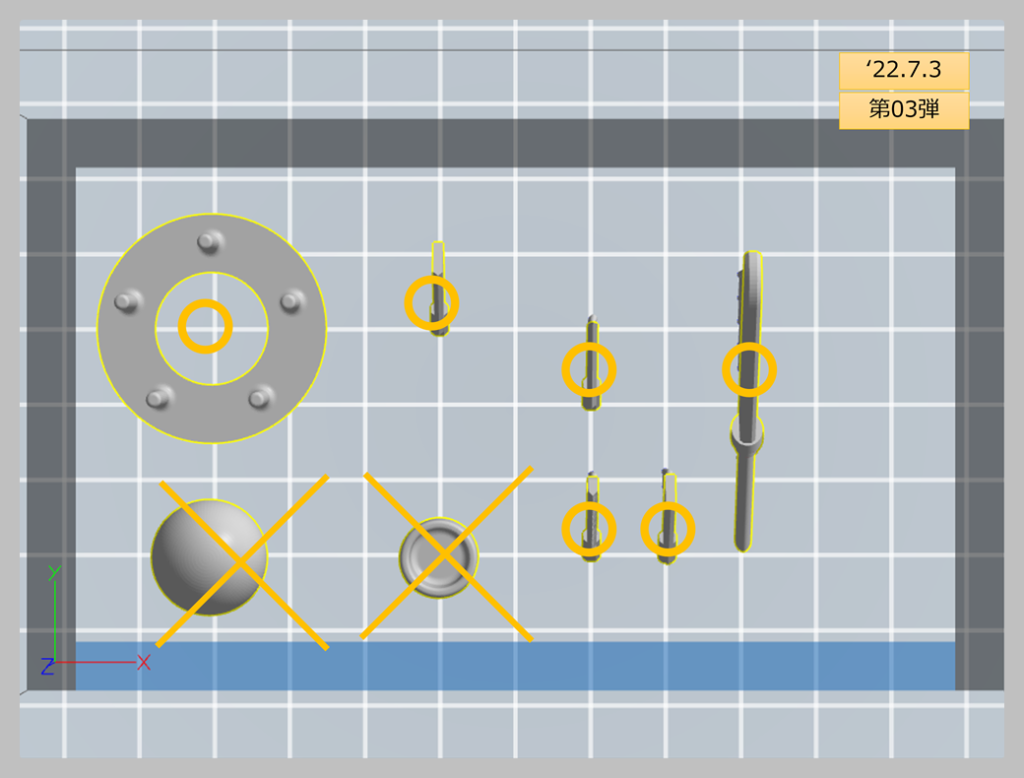
造形できたモデル
- 丸イス(5本)
- ミニチュア刀
- ミニチュアナイフ
造形できなかったモデル
- 杖の先端(球)
- コップ
体積に対するサポートの数
| 成功/失敗 | ミニチュア | 体積 | サポート数 | 体積/サポート数 |
|---|---|---|---|---|
| 成功 | 刀 | 0.43 | 11 | 0.04 |
| 成功 | ナイフA | 0.11 | 4 | 0.03 |
| 成功 | ナイフB | 0.07 | 5 | 0.02 |
| 成功 | ナイフC | 0.08 | 5 | 0.02 |
| 失敗 | コップ | 0.548 | 5 | 0.11 |
| 失敗 | 杖先端(球) | 1.622 | 9 | 0.19 |
| 成功 | 丸イス | 1.23 | 31 | 0.04 |
この結果からわかるのは、サポート数の少なさが要因。
失敗と成功をわける1枚の壁が見えてきた気がします。
とはいえ、サポートをたくさんつけると、印刷後の処理が大変です。
適切な量を見極めるのが職人技になりそうです。
今回の印刷から得た知見
丸イス(5本)

人によっては鳥肌が出そうな画像。書いている私もダメージを受けているので、モザイク処理を施しました。
状態としては、印刷面がぺろっと一部剥がれています。シールの一部を剥がしたような感じです。
これに関しては、地面と印刷するモデル面が並行であることが起因しているようです。印刷面と地面が平行にならないようなモデル配置が重要になりそうです。
モデルの配置は、地面と平行な面をつくらないように配置します
配置角度は完全な経験値?
この角度(印刷面と水平)がNGというのがわかることで、次以降は避けることができます
ローラー作戦で、失敗しにくい角度を探していきます。
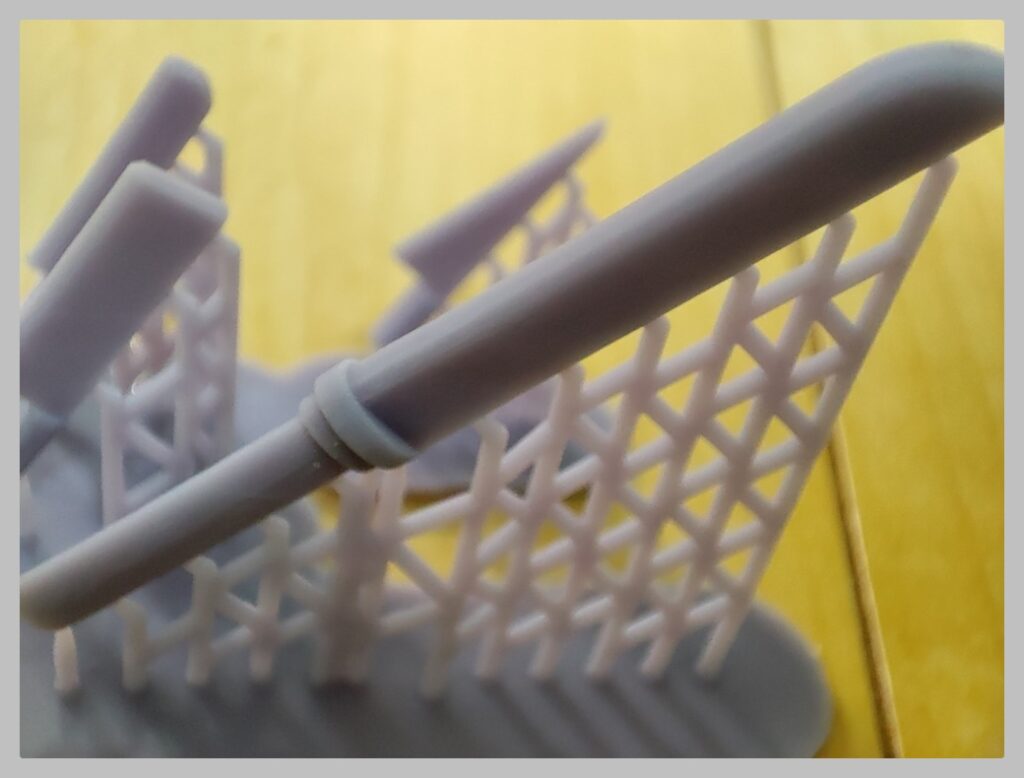
ミニチュア刀、ナイフ
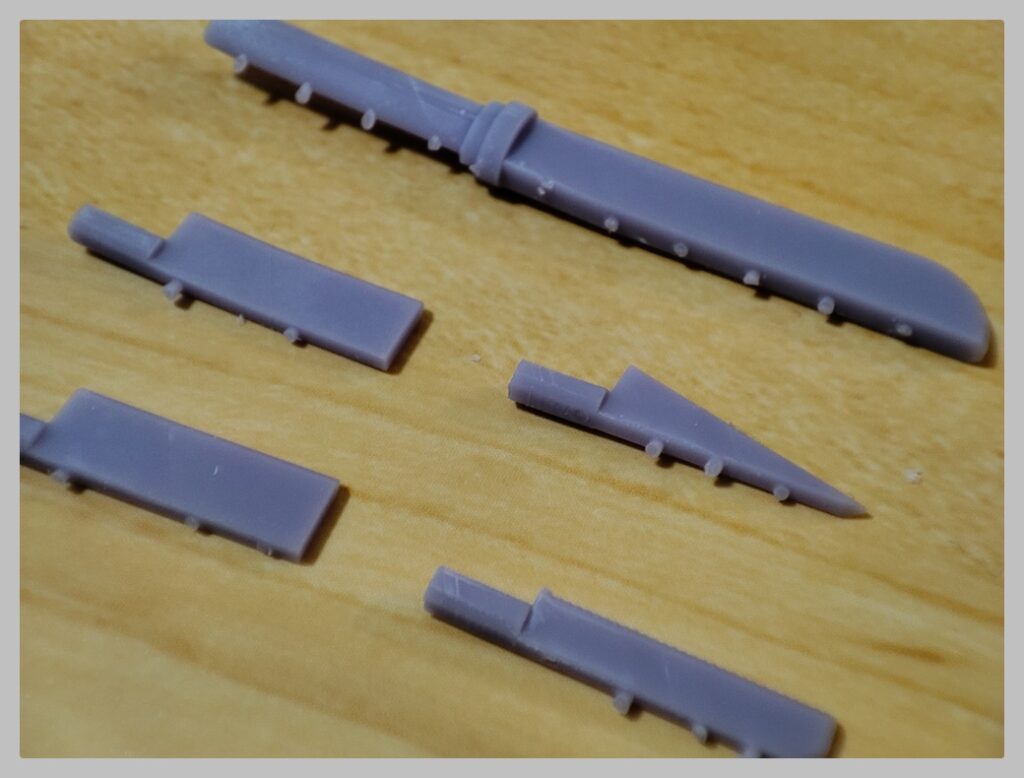
ミニチュアナイフは全長2cm程度
小さいサイズのため、自重も小さくなる。
軽いほうが、造形成功率が上がるのかと予測するが、ミニコップが造形できなかったのが気になる。
本体と接続しているサポート
ナイフ:4, 5箇所
刀:11箇所

パン切りナイフをイメージして3Dモデルをつくったミニチュアナイフ
見た目でわかる凸凹感。
手で触れば、凹凸をしっかりと感じられます。
Foto6.0の2Kモノクロパネルでこの凹凸が表現できます
→ これ以上、細かい表現ができるようになると、高解像度の3Dプリンターが欲しくなります
※2K:横の解像度が2000pxくらい
FLASHFORGE Foto6.0商品ページ
https://flashforge.jp/product/foto/
LCDパネル:2Kモノクロパネル
おわりに
光造形3Dプリンター(Foto6.0)での印刷
印刷(その1)
- 丸イス(支柱5本)
- 杖先端
- カラーボックス(棚本体と仕切り板)
- コップ
- テーブル天板
無事に印刷できたのは、カラーボックス用の仕切り板2枚のみという大失敗
印刷時間を短縮したいという悪魔の声に耳を傾けずに、適切なパラメータ設定が必要です。
印刷(その2)
- 丸イス(支柱5本)
- 杖先端
- ミニチュア刀
- ミニチュアナイフ4本
- コップ
コップ、球が印刷失敗
印刷物の角度により、印刷物の性状が変わります。印刷面と平行を極力避けて印刷することにします。
3Dプリンターの印刷原理を理解していき、印刷失敗を防ぎたいところです。
サポートの数、強さ、印刷物の角度、このほかパラメータが複雑に絡み合って印刷結果に結びつく、一筋縄ではいかない難題です。